Introduction
Polymeric materials have many merits, but researchers continue to seek new polymers with even better properties. One of the ways of obtaining novel polymer materials with improved properties which cannot be produced by direct polymerization is to mix polymers with various kinds of fillers at various weight ratios. An important aspect of this method is the fact that it reduces manufacturing costs. The properties, in particular, the mechanical ones, of filled polymers depend to a large extent on the size, shape and distribution of the particles of the filler in the polymer matrix, as well as on the quality of adhesion between the filler and the matrix [1-3]. Commonly, the weight content of the filler ranges from several to several dozen percent (60 or more).
Such composites are prepared by mixing in mills or in the plasticizing systems of processing machines such as extruders and injection moulding machines. Mixing is often aided by mechanical action, which results in, e.g., shortening of the polymer chains [4,5].In these types of composites, a filler can, in principle, be any kind of material in any form: particles, fibres and sheets in nano-, micro- or macro-sizes [6-8].
In particulate composites, a filler has the form of particles of different sizes, from very small powder particles, through to larger ones - microspheres, to the largest – pellets [9-11]. These particles may be solid or hollow. Their task is not only to increase the strength of the matrix material, but also to provide a desirable combination of properties. Particulates are most often added to a composite to reduce the proportion of the expensive matrix polymer; they increase rigidity and hardness and enhance resistance to creep, but, on the minus side, they decrease the strength and plasticity of the composite obtained [12-14].
Most fibre composites are designed to offer high strength, rigidity, and fatigue resistance, and at the same time to have high specific strength. This effect is obtained by introducing rigid fibres of high strength and fragility into the plastic polymer matrix. The fibres may be cut or uncut and can be made from various materials. Fibrous fillers are used in polymer materials primarily to increase their mechanical strength (usually glass fibres), but also to increase their thermal conductivity (metallic fibres or carbon fibres) or to reduce the friction coefficient (PTFE fibres, carbon and graphite fibres) and thereby to improve the conditions of dissipation of frictional heat [15,16].
Composite panels are made up of at least two layers of one material joined together by a polymer binder. In such composites, the fillers are usually sheets, mats, fabrics and mat-and-fabric structures made from different materials which are adhesively bonded with phenolic, amino, urea or other resins. The properties of such composites are shaped by appropriately orienting the elements of the filler macrostructure relative to each other, this is done by placing the filler layers in appropriate orientations. Due to their excellent mechanical properties, composite panels are primarily used in the aerospace, automotive and space industries [17-20].
The influence of glass beads contents on the mechanical, thermal and processing properties of the received composite is known in literature. E.g. the results of conducted studies [21] of low density polyethylene filled with glass beads, showed that the dynamic mechanical properties of the composites depend, to a considerable extent, upon the interfacial adhesion between the filler and the matrix as well as morphological structure of the interface. On the other hand, the studies [22] enabled to state that the glass transition temperature of glass bead filled PP composites slightly increases with increasing filler contents and viscosity of such composites increases linearly with the increase of filler contents in the range from 5 to 15%. However, in [23] it was proved that the relative elastic modulus of the studied polymer composite increased nonlinearly, whereas the tensile strength decreased with increasing glass bead contents. The notched impact strength increased with increasing filler contents. There is however, a lack of studies concerning the impact of injection moulding parameters on basic mechanical properties of these composites. Besides, composite materials on the matrix of thermoplastic polymers, such as high-density glassfibre- filled polyethylene’s, can be produced by relatively simple methods involving mechanical mixing of the components of the composite followed by extrusion or injection moulding, therefore can be used for practical applications. The aim of this study was to determine the impact of injection moulding parameters on the basic mechanical properties of a polyethylene composite containing 10% glass powder by weight.
Test Stands
The study was conducted in the laboratory of the Institute of Production Technology (Institut für Produktionstechnik) of the West Saxon University of Applied Sciences in Zwickau (Westsächsische Hochschule Zwickau). The experiments involved the use of a ZSK 18 MEGAlab co-rotating twin screw extruder from Coperion Werner and Pfleiderer GmbH, which was part of a technological line for extrusion and strand pelletizing (cold cut) that also comprised a cooling bath and a strand pelletizer type SP 30 Pure from Pell-Tech GmbH. The extruder had a cylindrical screw with a diameter of 18 mm and a length to diameter ratio L/D=24. An asynchronous AC motor with a motor power of 10 kW and a torque of 38 Nm was used, which was equipped with a transmission enabling stepless adjustment of the rotational speed of the screw in the range of 200 to 1200 rpm (Figure 1a).
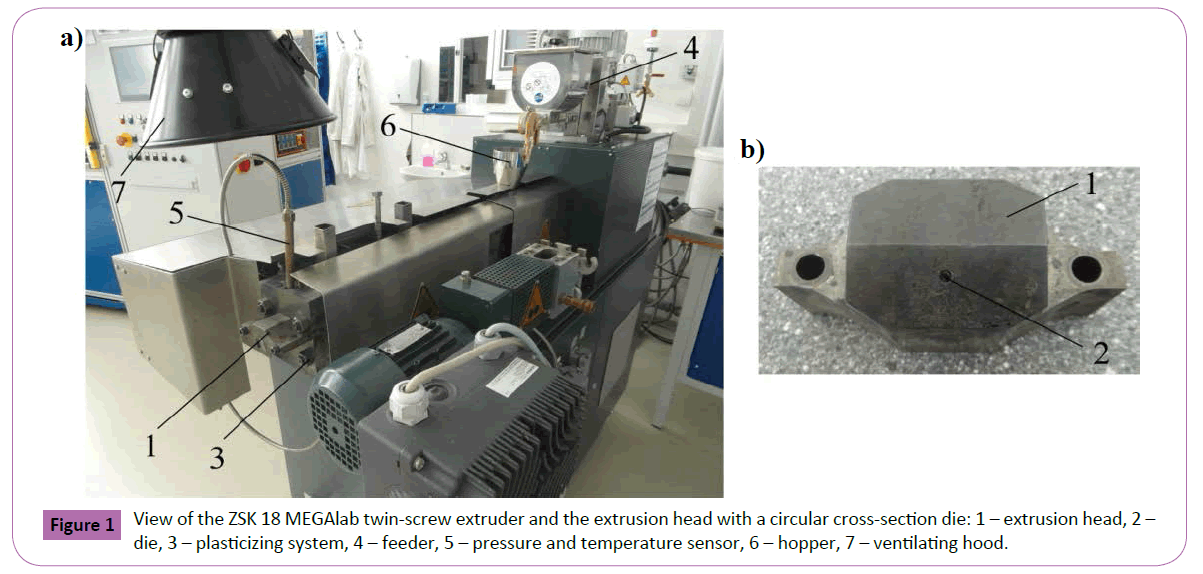
Figure 1: View of the ZSK 18 MEGAlab twin-screw extruder and the extrusion head with a circular cross-section die: 1 – extrusion head, 2 – die, 3 – plasticizing system, 4 – feeder, 5 – pressure and temperature sensor, 6 – hopper, 7 – ventilating hood.
The extrusion head was fitted to the last segment with two screws and had a circular die 3 mm in diameter and 16 mm in length (Figure 1b).
Another test stand used in the study was an injection moulding stand which comprised a Krauss Maffei KM 50-55CX injection moulding machine (Figure 2) equipped with a processing tool – a two-cavity mould for producing strength test specimens according to ISO standard 294-1:2002. The injection moulding machine had an 18 mm-diameter screw and a closure force of 500,000 N. The maximum injection pressure was 250 MPa, and the clearance between the columns was 370 × 370 mm.
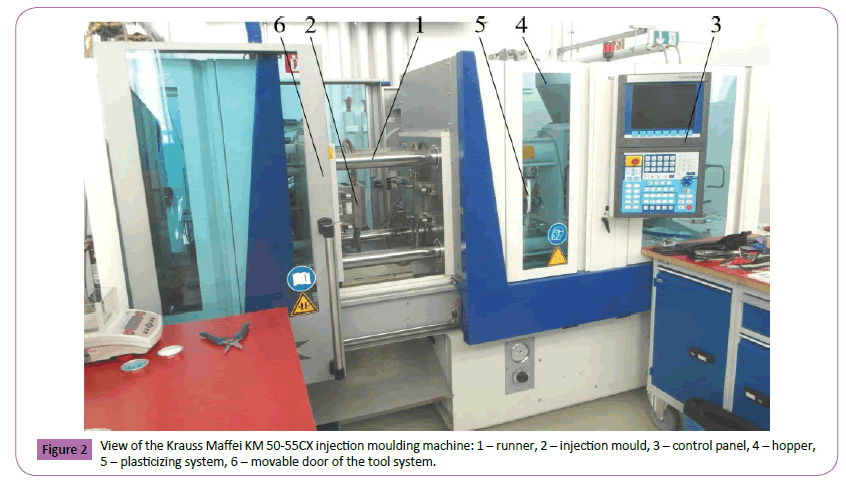
Figure 2: View of the Krauss Maffei KM 50-55CX injection moulding machine: 1 – runner, 2 – injection mould, 3 – control panel, 4 – hopper, 5 – plasticizing system, 6 – movable door of the tool system.
The experiments also involved the use of a Zwick Roell Z010 AllroundLine strength testing machine operating at a maximum tensile load of 10 kN and a tensile speed of up to 2,000 mm/min. Load measurement accuracy was 0.5 N. Another device used was a Shore durometer from Heinrich Bareiss Prüfgerätebau GmbH equipped with a converter – an electronic processing system, and a digital readout that displays the hardness scale and hardness values. We also used a 639 F Charpy impact tester.
Materials
Pellets were produced using a polyethylene marketed by Basell Orlen Polyolefins under the trade name Hostalen GD 7255 and powdered glass manufactured by Dennert PORAVER GmbH under the trade name Mikrover. Hostalen GD 7255 is a highdensity polyethylene (HDPE) used in general injection moulding applications. It demonstrates high density, good flowability and good processability in the temperature range of 180 to 220 °C; it is also characterized by a high rigidity and impact strength. Mikrover glass powder from Dennert PORAVER was obtained from inorganic, thermally pyrolytic grains of post-consumer glass by milling and modification with calcium hydroxide.
Experimental
The experimental design included direct test factors: Charpy impact strength and Shore hardness, and indirect test factors: tensile strength σm, MPa; strain at maximum tensile load εm, %; strain at break εtb, %; and stress at break σB, MPa.
Variable factors included: cooling time of injection moulded parts (henceforth: cooling time) 15 s, 20 s, 25 s, 30 s and 35 s, and the volume rate of flow of the polymer composition (polymer) into the mould cavity (henceforth: volume flow rate): 5 cm3/s, 30 cm3/s, 50 cm3/s and 95 cm3/s.
Important constant factors included temperature in the individual heating sections of the extruder and the extrusion head, 130, 140, 150, 160, 170, and 180 °C; pressure in the extrusion head, 2 MPa; rotational speed of co-rotating extruder screws, 30 rpm; peripheral speed of pelletizer blades, 4 m/min; temperature in the individual heating sections of the plasticizing system of the injection moulding machine, injection die and injection mould, 130, 140, 150, 160, 170, 180 and 30 °C; and injection pressure, 105 MPa.
Interfering factors that could have an adverse effect on test results included primarily the instability of ambient temperature (fluctuation from 22 to 24 °C), relative humidity (fluctuation from 55 to 65%), and electric current (fluctuation from 220 to 240 V).
Prior to performing an extrusion using strand pelletizing, a mixture was prepared which contained 100 g of Mikrover glass powder per 1 kg of Hostalen GD 7255 polyethylene. After the composite mixture had been plasticized in the plasticizing system of the twin screw extruder, a strand of material flowed through the die into the cooling bath and then to the pelletizer, where it was pelletized. The resulting pellets were injection moulded to obtain strength test specimens.
First, polyethylene GD 7255 without the addition of glass powder was injection moulded at the predetermined variable cooling times and a volume flow rate of 5 cm3/s; then the same experiment was conducted for the polyethylene with the addition of the filler under the same conditions. Then, injection moulding was performed at the variable volume flow rates and a constant cooling time of 20 s. The specimens were used to test the strength properties of the material under study in a static tensile test and Shore hardness test; they also provided a basis for the preparation of specimens for the Charpy impact strength test. The results are the mean of five measurements.
Shore hardness tests were performed according to ISO 868: 2003. Charpy impact strength tests were carried out according to the guidelines given in ISO 179 – 1: 2010, and the static tensile test and determination of selected strength properties were performed in accordance with ISO 527 – 1. The tensile speed was 100 mm/min. No specimen was fractured during the impact tests.
Results
The results of the experiments were plotted on graphs showing selected properties of injection moulded parts as a function of the variable injection moulding parameters. We determined how the length of time a moulded part was cooling in the mould affected its hardness, stress at break, tensile strength, strain at break and strain at maximum tensile force.
The relationship between hardness and cooling time for mouldings made from polyethylene GD 7255 unfilled and filled with 10% glass powder by weight is shown in Figure 3. Moulded parts with the glass powder filler exhibited higher levels of hardness than mouldings without the filler. The hardness values for moulded parts without the filler were obtained at cooling times ranging from 15 to 35 s differed by approximately 0.2%. This shows that in the tested range, an increase in cooling time did not affect the hardness of the specimens tested. The hardness values for mouldings containing 10% glass powder obtained at the same cooling times differed by about 2%. This again shows that in the tested range, an increase in cooling time did not affect the hardness of the specimens tested, although the scatter of results was greater than in the case of mouldings made from polyethylene alone.
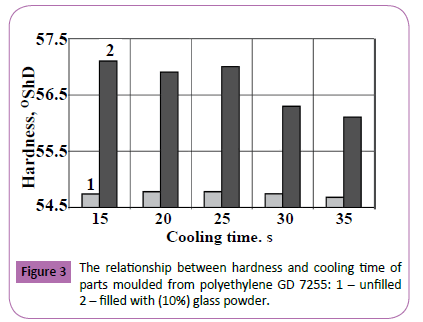
Figure 3: The relationship between hardness and cooling time of parts moulded from polyethylene GD 7255: 1 – unfilled 2 – filled with (10%) glass powder.
Another relationship determined in the study was that between stress at break and cooling time (Figure 4). Our data show that cooling time affected the value of stress at break. Generally, with increasing cooling time, the value of stress at break also increased. For cooling times of 15 to 25 s, stress increased by about 0.5 MPa. At a further increase in cooling time to 30 s, stress at break increased by nearly 0.8 MPa, and at 35 s it increased by a further 0.3 MPa. The total increase in stress at break was less than 15 %. By contrast, in mouldings filled with 10% powdered glass by weight, an increase in cooling time from 15 to 25 s resulted in a more rapid increase in stress at break of about 1.4 MPa, i.e. 12% of the value determined at the cooling time of 15 seconds. In the cooling time range of 25 to 35 s, stress at break increased less intensively, by only about 0.3 MPa, which represented 0.2% of its value determined at the baseline cooling time of 25 s.
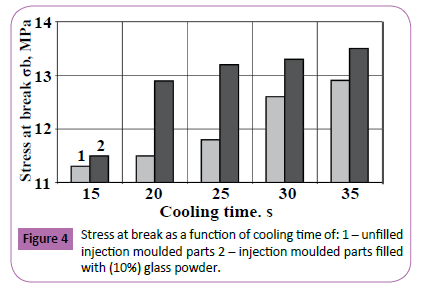
Figure 4: Stress at break as a function of cooling time of: 1 – unfilled injection moulded parts 2 – injection moulded parts filled with (10%) glass powder.
Figure 5 shows the relationship between tensile strength and cooling time for moulded parts obtained from unfilled polyethylene GD 7255 and the same material containing 10% by weight of the glass powder filler. The values of tensile strength of moulded parts obtained at cooling times in the range of 15 to 35 s differed from one another by about 2% for both polyethylene mouldings that contained and did not contain 10% by weight of the glass powder filler. In the tested range, an increase in cooling time did not affect tensile strength.
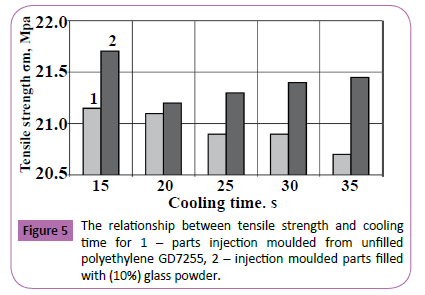
Figure 5: The relationship between tensile strength and cooling time for 1 – parts injection moulded from unfilled polyethylene GD7255, 2 – injection moulded parts filled with (10%) glass powder.
The relationship between strain at break and cooling time is shown in Figure 6. The increase in cooling time caused a decrease in the values of strain at break, with the latter being higher for parts moulded from glass-powder-filled polyethylene than for corresponding parts which did not contain the filler. For glass-powder-filled mouldings, the overall decrease in strain at break was 12%, which corresponds to 80 MPa; for unfilled mouldings, this decrease was greater (230 MPa, i.e. almost 38% of the initial value).
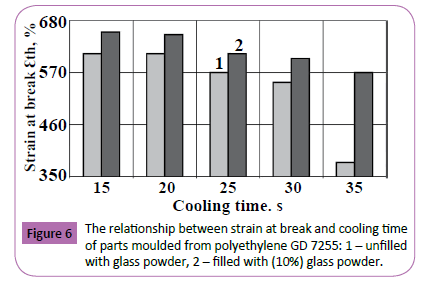
Figure 6: The relationship between strain at break and cooling time of parts moulded from polyethylene GD 7255: 1 – unfilled with glass powder, 2 – filled with (10%) glass powder.
Figure 7 shows the relationship between strain at maximum tensile load and cooling time for parts injection moulded from polyethylene GD 7255 without a filler and with the tested amount of the glass powder filler. The values of strain at maximum tensile load obtained for cooling times in the range of 15 to 35 s differed by about 1% for unfilled moulded parts and by about 2% for glass-powder-filled mouldings. It can, therefore, be concluded that in either case, the increase in cooling time from 15 to 35 s did not cause changes in the strain of the material at maximum tensile load.
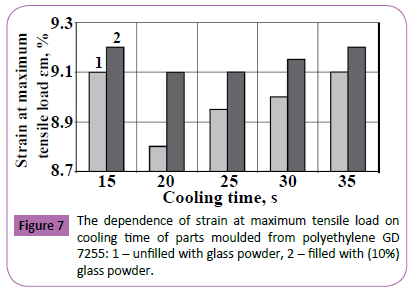
Figure 7: The dependence of strain at maximum tensile load on cooling time of parts moulded from polyethylene GD 7255: 1 – unfilled with glass powder, 2 – filled with (10%) glass powder.
The mouldings which did not contain powdered glass were characterized by greater homogeneity than those filled with the glass powder. This is evidenced by the small scatter of the results of hardness tests.
A second variable injection moulding parameter tested in this study was volume flow rate: The results of the tests were interpreted graphically. We determined how the volume rate of flow of the molten polymer into the mould cavity affected its hardness, stress at break, tensile strength, strain at break and strain at maximum tensile force. The relationship between hardness and volume flow rate during injection moulding of polyethylene GD 7255 and the same polyethylene filled with 10% glass powder is shown in Figure 8.
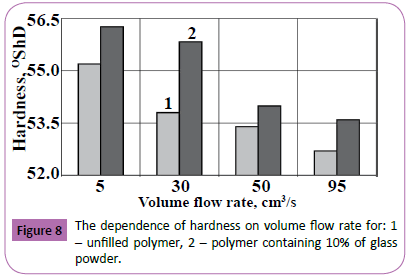
Figure 8: The dependence of hardness on volume flow rate for: 1 – unfilled polymer, 2 – polymer containing 10% of glass powder.
With the increase in the volume flow rate, the hardness of the test specimens decreased, with the moulded parts without the filler showing a slightly lower hardness than the parts containing the filler. In the case of moulded parts filled with 10% glass powder by weight, an increase in the volume flow rate in the range of 5 to 30 cm3/s resulted in a slight reduction in hardness of 0.5 °ShD. A further increase in volume flow rate to 45 cm3/s caused a decrease in hardness of 1.7 °ShD, and a further increase to 90 cm3/s resulted in a further decrease in hardness of 0.4 °ShD. In the tested range of increasing volume flow rates, hardness was reduced by 2.6 °ShD, which represented 4.6% of the initial value. For moulded parts without the filler, the reduction in their hardness at the same increase in volume flow rate was almost the same at 2.8 °ShD.
The relationship between stress at break and volume flow rate during injection moulding of polyethylene GD 7255 and the same polyethylene filled with 10% glass powder is shown in Figure 9. With the increase in volume flow rate, stress at break of moulded polyethylene parts decreased both for those parts containing and those not containing 10% powdered glass. In the tested range of volume flow rates, stress at break decreased by 2.4 MPa for glass-powder-filled mouldings and by 1.4 MPa for unfilled mouldings. This represented over 19% and over 12.5% of the initial values, respectively. In both cases, hardness was observed to decrease more intensively at lower volume flow rates. For glass-powder-filled parts, an increase in volume flow rate from 5 to 30 cm3/s (i.e. an increase by 25 cm3/s) was accompanied by a 1.8 MPa decrease in stress at break. When the volume flow rate increased by a further 20 cm3/s, the decrease in stress at break was smaller at 0.6 MPa. At volume flow rates in the range from 50 to 95 cm3/s, the value of stress at break was constant at 10.2 MPa.
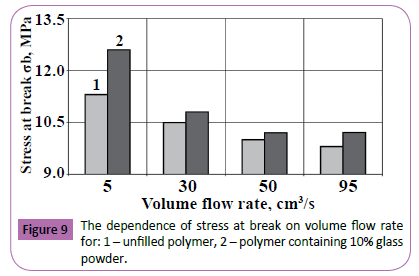
Figure 9:The dependence of stress at break on volume flow rate for: 1 – unfilled polymer, 2 – polymer containing 10% glass powder.
The relationship between tensile strength and volume flow rate for injection moulded parts filled and not filled with 10% glass powder is shown in Figure 10. A change in volume flow rate resulted in a slight change in tensile strength values. With the increase in volume flow rate, the tensile strength of moulded parts decreased, with glass-powder-filled parts having a slightly higher tensile strength than unfilled parts. In the case of glasspowder- filled mouldings, a 25 cm3/s increase in volume flow rate from 5 to 30 cm3/s caused the largest change in tensile strength of more than 0.3 MPa. A 65 cm3/s increase in volume flow rate from 30 to 95 cm3/s resulted in a drop of more than 0.2 MPa in the tensile strength of the specimens.
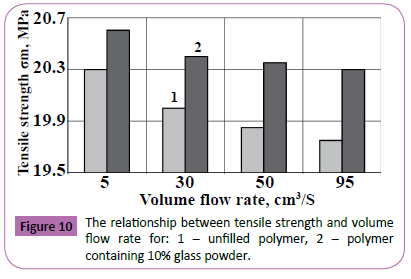
Figure 10: The relationship between tensile strength and volume flow rate for: 1 – unfilled polymer, 2 – polymer containing 10% glass powder.
Figure 11 shows the relationship between strain at break and volume flow rate for injection moulded parts filled and not filled with the tested amount of glass powder. With the increase in volume flow rate, strain at break of moulded polyethylene parts decreased both for those parts containing and those not containing 10% powdered glass by weight. Initially, this decline was very intense. At the volume flow rate of 30 cm3/s, strain at break of both glass-powder-filled and unfilled parts decreased by 200% compared to values obtained at the volume flow rate of 5 cm3/s. A 20 cm3/s increase in volume flow rate caused a decrease in strain at break by a further 140%, whereas a further increase in volume flow rate to 95 cm3/s led to a 60% drop in strain at break. The overall decrease in strain at break was more than 82.0% relative to the initial value for both types of mouldings tested.
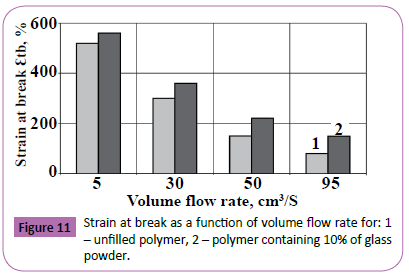
Figure 11: Strain at break as a function of volume flow rate for: 1 – unfilled polymer, 2 – polymer containing 10% of glass powder.
The relationship between strain at maximum tensile strength and volume flow rate for mouldings made from polyethylene GD 7255 not filled and filled with 10% glass powder by weight is shown in Figure 12. For glass-powder-filled moulded parts, the largest difference between strain values at maximum tensile load obtained at volume flow rates in the range of 5 to 95 cm3/s was about 2%; in the case of unfilled parts, the differences were even smaller. These data demonstrate that in the tested range, an increase in the volume rate of polymer composite flow to the injection mould cavity did not affect strain at maximum tensile load.
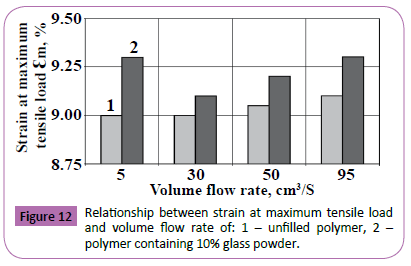
Figure 12: Relationship between strain at maximum tensile load and volume flow rate of: 1 – unfilled polymer, 2 – polymer containing 10% glass powder.
Conclusions
The results of the tests conducted in this study show that a 10% addition of glass powder by weight does not impart reinforcing properties to polymer mixtures based on a matrix consisting of the high-density polyethylene Hostalen GD 7255, but the injection moulding parameters tested have an impact on selected properties of moulded parts.
It was demonstrated that cooling time (in the range of 15 to 35 s) affects stress at break and strain at break of the moulded parts. With increasing cooling time, the value of strain at break also increased. Strain at break decreased with increasing cooling time. By contrast, cooling time was shown to have no effect on hardness, tensile strength or strain at maximum tensile load of either unfilled moulded parts or parts filled with 10% glass powder by weight.
The volume rate at which the polymer flows into the injection mould cavity had a negligible effect on hardness, stress at break, tensile strength and strain at break and had no measurable effect on strain at maximum tensile load. An increase in volume flow rate was accompanied by an increase in hardness, stress at break, tensile strength, and strain at break.
Acknowledgments
The authors wish to thank the German Academic Exchange Service (DAAD) and the Head of Institut für Produktionstechnik, Professor T. Merkel for providing financial and practical support for the study.
References
- Valasek P, Muller M (2013) Polymeric composite based on glass powder-usage possibilities in agrocomplex. Scientia Agriculturae Bohemica 44: 107-112.
- Ku H, Trada M, Cecil T, Wong P (2010) Tensile Tests of Phenol Formaldehyde Glass-Powder-Reinforced Composites: Pilot Study. Journal of Applied Polymer Science 116: 10-17.
- Dulebova L, Badida M, Duleba B (2012) Influence of environment on bending stress of composite with regranulate. Annals of Faculty Engineering Hunedoara 10: 153-156.
- Lee J, Yee AF (2001) Inorganic particle toughening I; micro-mechanical deformations in the fracture of glass bead filled epoxies. Polymer 42: 577-588.
- Kaczmar JW, Biela?ski A (2008) polypropylene matrix composites reinforced with glass microspheres Teka Kom Bud SUPPLIES Have Elektrotech Bud - OL PAN 63-68.
- Jeziorska R (2005) New higher added value polymeric materials made of fabrics wastes containing poly(ethylene terephthalate). Polimery 50: 468-472.
- Wang N, Yu J, Ma X (2007) Preparation and characterization of thermoplastic starch/PLA blends by one-step reactive extrusion. Polymer International 56: 1440-1447.
- Sikora R (1991) Macromolecular materials- The types of properties and structure . Publisher Technical University of Lublin, Lublin 1991.
- G?ogowska K, Sikora JW (2015) Evaluation of properties of thermal processing and injection moldings filled with metallic powder filler.plastics processing 21: 98-103.
- Kuciel S, Liber A (2005) Evaluation of the effectiveness of reinforcing polyethylene wood flour. Polimery 50: 436-440.
- Aruniit A, Kers J, Tall K, Majak J, Krumme A (2012) Influence of hollow glass microspheres on the mechanical and physical properties and cost of particle reinforced polymer composites. Proceedings of the Estonian Academy of Sciences 61: 160-165.
- Ku H, Wong P (2012) Contrast on tensile and flexural properties of glass powder reinforced epoxy composites: pilot study. Journal of Applied Polymer Science 123: 152-161.
- Balkan O, Demirer H (2010) Mechanical properties of glass bead-and wollastonite-filled isotactic-polypropylene composites modified with thermoplastic elastomers. Polymer Composites 31: 1285-1308.
- Stricker F, Bruch M, Muhlhaupt R (1997) Mechanical and thermal properties of syndiotactic polypropylene filled with glass beads and talcum. Polymer 38: 5347-5353.
- Saheb DN, Jog JP (1999) Natural Fiber Polymer Composites: A Review. Advances in Polymer Technology 18: 351-363.
- Dulebova L, Greskovic F, Spisak E, Duleba B, Garbacz T (2012) The impact of the amount of filler on the properties of polymer materials. Kovarenstvi 44: 33-36.
- Breuer O, Sundararaj U (2005) Big returns from small fibers: a review of polymer/carbon nanotube composites. Polymer composites 25: 630-645.
- Al-Oqla FM, Sapuan SM (2014) Natural fiber reinforced polymer composites in industrial applications: feasibility of date palm fibers for sustainable automotive industry. Journal of Cleaner Production 66: 347-354.
- Carlsson LA, Adams DF, Pipes RB (2014) Experimental Characterization of Advanced Composite Materials, Fourth Edition. Taylor and Francis Group, Boca Raton-London-New York 2014.
- Wulfsberg J, Herrmann A, Ziegmann G, Lonsdorfer G, Stob N, et al. (2014) Combination of Carbon Fibre Sheet Moulding Compound and Prepreg Compression Moulding in Aerospace Industry. Procedia Engineering 2014, 81: 1601-1607.
- Li RKY, Liang JZ, Tjong SC (1998) Morphology and dynamic mechanical properties of glass beads filled low density polyethylene composites. Journal of Materials Processing Technology 79: 59-65.
- Liang JZ, Li RKY, Tjong SC (2000) Effect of glass bead size and content on the viscoelasticity of filled polypropylene composites. Polymer Testing 19: 213-220.
- Liang JZ, Wu CB (2012) Effects of the glass bead content and the surface treatment on the mechanical properties of polypropylene composites. Journal of Applied Polymer Science 123: 3054-3063.